
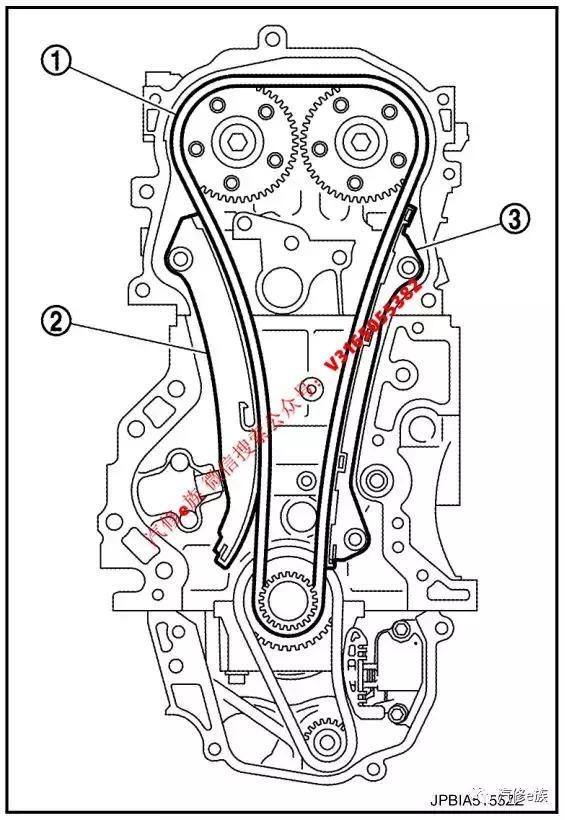
一。正时链条分解图

①松弛导轨 ②正时链条张紧器 ③正时链条 ④平衡单元正时链条 ⑤曲轴链轮 ⑥曲轴键 ⑦平衡单元链轮 ⑧平衡单元正时链条张紧器 ⑨O 形圈 ⑩正时链条张紧侧链条导轨 ⑪凸轮轴链轮 ( 进气 ) ⑫凸轮轴链轮 ( 排气 ) ⑬O 形圈 ⑭前盖 ⑮前油封 ⑯曲轴皮带轮 ⑰曲轴皮带轮螺栓 ⑱O 形圈 ⑲O 形圈 ⑳VTC 盖 ㉑O 形圈 ㉒排气门正时控制电磁阀 ㉓进气门正时控制电磁阀
二。正时链条拆卸
注意 :文中所示的转动方向均表示从发动机前方看的方向。
1. 排放发动机机油。
注意 :在发动机冷却后执行此步骤。
2. 拆下摇臂盖。
3. 拆下驱动皮带。
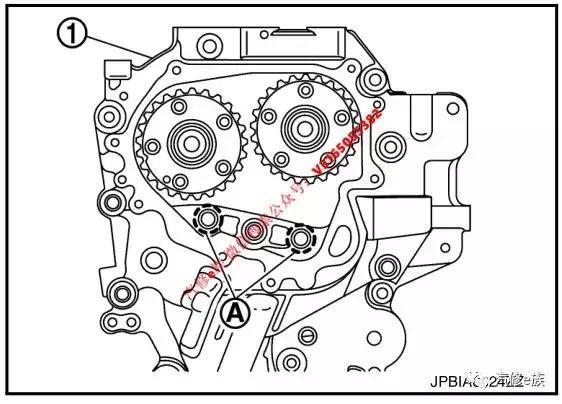
4. 按以下步骤将 1 号气缸置于压缩行程的上止点:
a. 顺时针旋转曲轴皮带轮 ① 。并将 TDC 标记 ( 非油漆记号 ) Ⓑ 对准前盖上的正时标记 Ⓐ 。
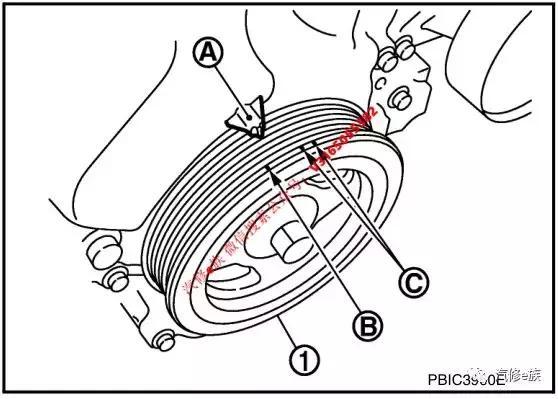
Ⓒ:白色油漆标记 ( 不用于维修 )
b. 同时。检查 1 号气缸的凸轮突起是否位于如图所示的位置 (实心箭头)。
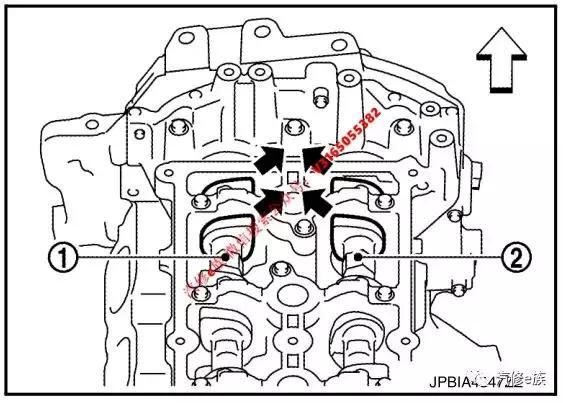
①:凸轮轴 ( 进气 )
②:凸轮轴 ( 排气 )
空心箭头:发动机前端
• 如果没有。按如图所示转动曲轴皮带轮一圈 (360 度 ) 并对齐。
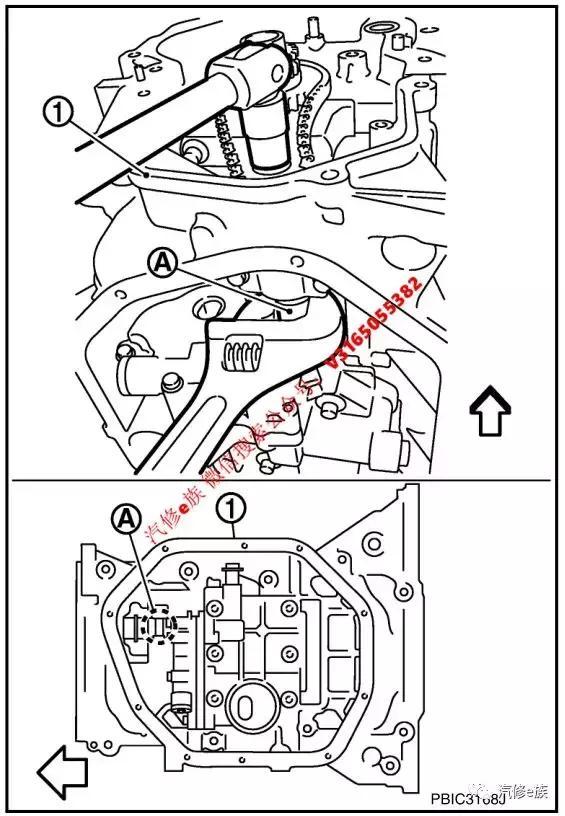
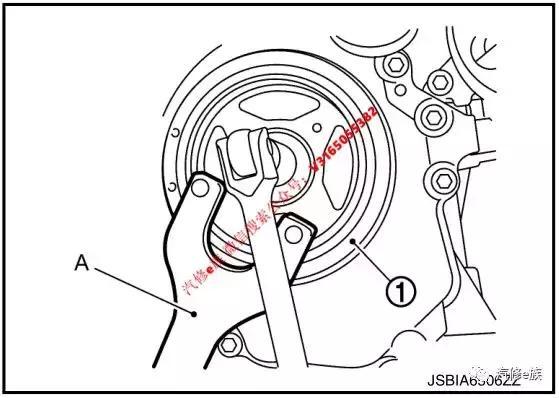
5. 按照以下步骤拆下曲轴皮带轮:
a. 用皮带轮固定器 ( 通用维修工具 ) (A) 固定曲轴皮带轮 ① 。松开曲轴皮带轮螺栓。并使螺栓座面偏离其原始位置 10 mm (0.39 in)。
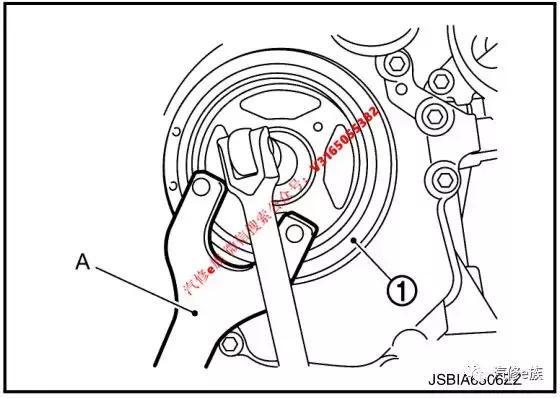
注意 :切勿拆下曲轴皮带轮螺栓。因为它们将用作皮带轮拔具 [SST :KV11103000]
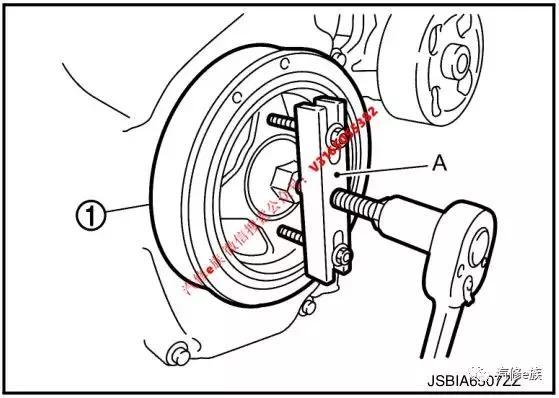
b. 在曲轴皮带轮的 M6 螺纹孔内安装皮带轮拔具 [SST: KV11103000](A)。然后拆下曲轴皮带轮 ① 。
6. 拆下油底壳 ( 下部 )。
注 :如果曲轴链轮和平衡单元部件没有拆下。则不需要该步骤。
7. 拆下进气门正时控制电磁阀和排气门正时控制电磁阀。
8. 拆下驱动皮带自动张紧器。
9. 拆下 VTC 盖。
• 按照图示中 8 至 1 的顺序松开装配螺栓。
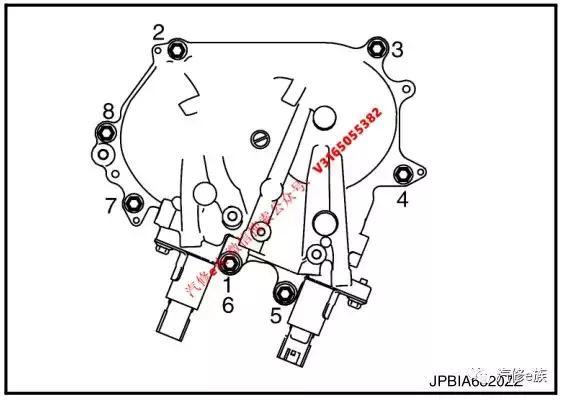
注 :松开时。不必考虑 6 号。
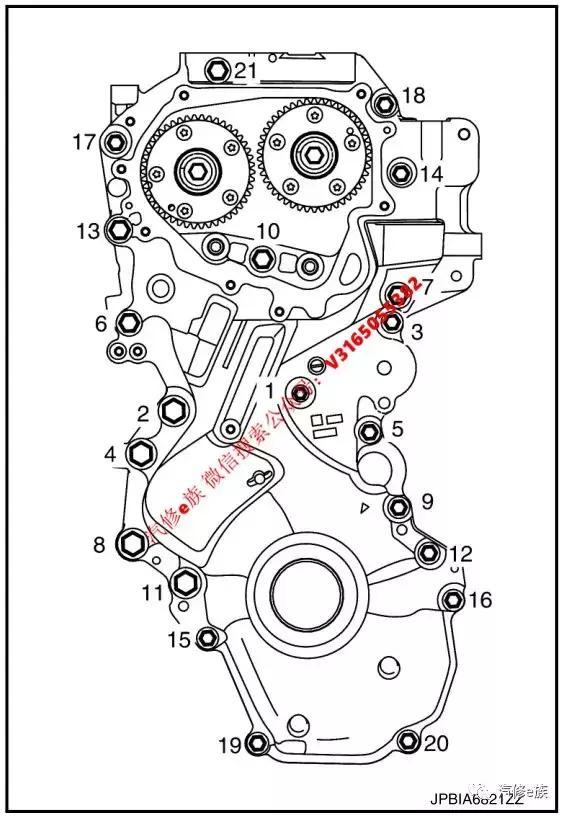
10. 按以下步骤拆下前盖:
a. 按照图示中 21 至 1 的顺序松开装配螺栓。
b. 撬开图示位置 (实心箭头) 来切割液态密封胶。然后拆下前盖。
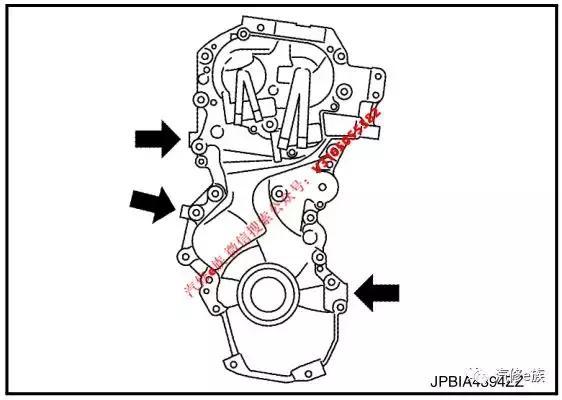
注意 :
• 小心不要损坏配合面。
• 相较于过去的类型。它在出货时涂抹有粘性更大的液态密封胶。所以不可以将它从图示位置以外的位置强制拆下。
11. 从前盖上拆下前油封。
注意 :小心切勿损坏前盖。
• 用螺丝刀撬起前油封。
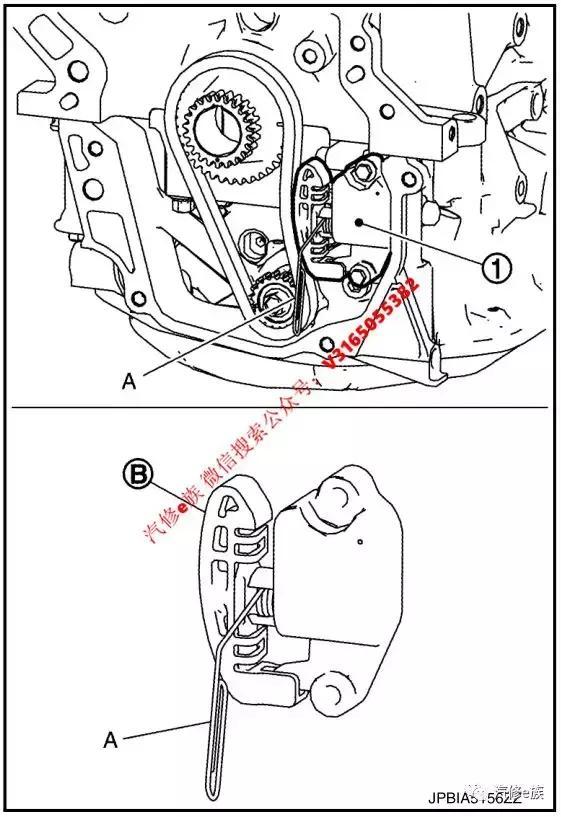
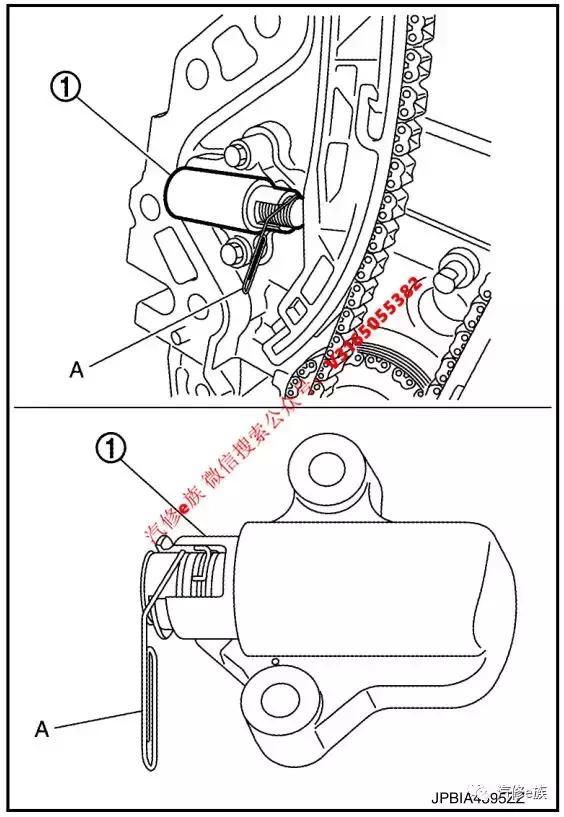
12. 按以下步骤拆下正时链条张紧器:
a. 按下正时链条张紧器柱塞。
b. 将限位销 (A) 插入主体孔内。然后按下柱塞并固定它。
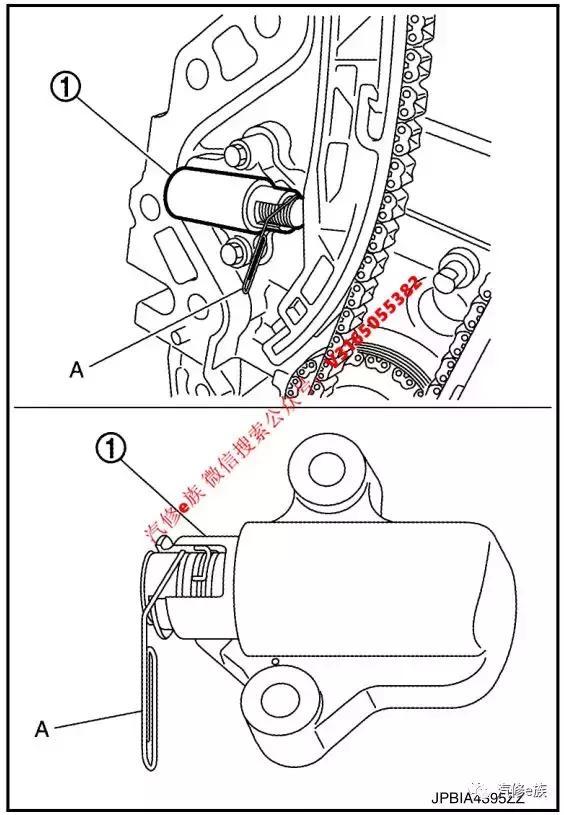
①:正时链条张紧器
注 :
使用直径大约为 1.5 mm (0.059 in) 的硬金属销作为限位器销。
c. 拆下正时链条张紧器。
13. 拆下松弛导轨 ② 。正时链条张紧导轨 ③ 和正时链条 ① 。
注意 :
拆卸正时链条后。切勿分别转动各曲轴或凸轮轴。这会导致气门和活塞之间相互碰撞。
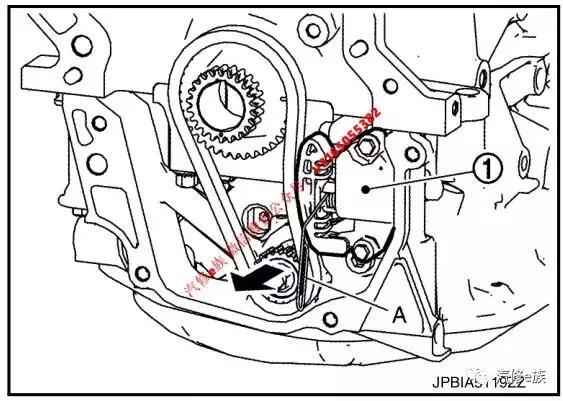
14. 用下列步骤拆下曲轴链轮和平衡单元驱动部件:
a. 向平衡机单元正时链条张紧器 ① 方向按下平衡机单元正时链条松弛导轨Ⓑ 。
b. 在张紧器主体开口内插入限位器销 (A)。以固定平衡单元正时链条松弛导轨。
注 :用直径约 1.5 mm (0.059 in) 的硬金属销作为限位销。
c. 拆下平衡单元正时链条张紧器。
• 当无法使杆上的孔和张紧器主体上的孔对齐时。略微移动平衡单元正时链条松弛导板来对齐这些孔。
d. 抓住平衡轴的 WAF 部分 [WAF: 19 mm (0.75 in)] Ⓐ 。然后松开平衡单元链轮螺栓。

①:油底壳 ( 上部 )
空心箭头:发动机前端
注意 :
• 用 WAF 部分固定平衡单元轴。
• 切勿通过拧紧平衡单元正时链条来松开平衡单元链轮螺栓。
e. 作为一组拆下曲轴链轮。平衡单元链轮和平衡单元正时链条。
三。正时链条安装
注 :切勿重复使用 O 形圈。图中为已安装的部件。正时链条和相对应链轮匹配标记之间的关系。
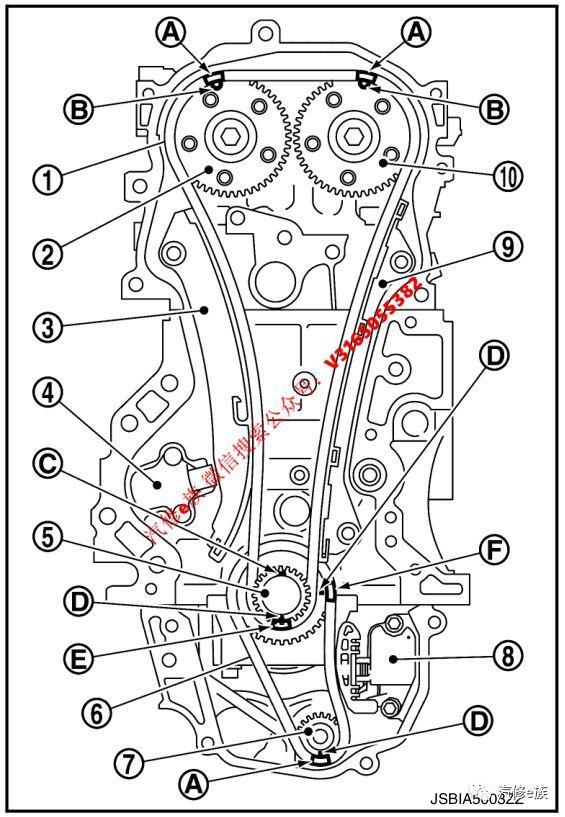
①:正时链条
②:凸轮轴链轮 ( 排气 )
③:松弛导轨
④:正时链条张紧器
⑤:曲轴链轮
⑥:平衡单元正时链条
⑦:平衡单元链轮
⑧:平衡单元正时链条张紧器
⑨:正时链条张紧侧链条导轨
⑩:凸轮轴链轮 ( 进气 )
Ⓐ:匹配标记 ( 深蓝色链节 )
Ⓑ:匹配标记 ( 印记 )
Ⓒ:曲轴键位置 ( 垂直朝上 )
Ⓓ:匹配标记 ( 印记 )
Ⓔ: 匹配标记 ( 黄色链节 )
Ⓕ:匹配标记 ( 白色链节 )
*: 凸轮轴链轮 ( 进气 ) 内有两个外槽。较宽的一个是匹配标记。
1. 检查曲轴键是否朝上。
2. 如果拆下正时链条张紧导轨 ( 前盖侧 )。则将其安装到前盖上。
注意 :根据声音或感觉检查接头状况。
3. 安装曲轴链轮② 。平衡单元链轮 ③ 和平衡单元正时链条① 。
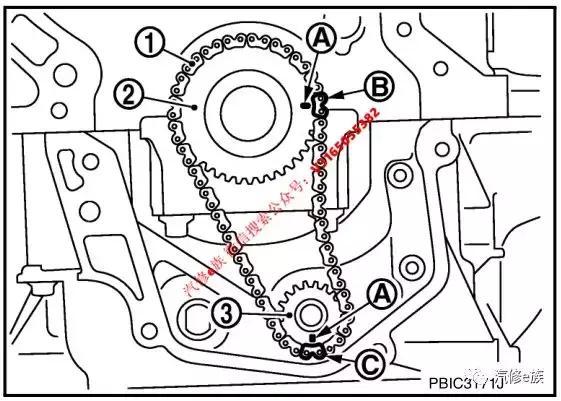
Ⓐ:匹配标记 ( 印记 )
Ⓑ:匹配标记 ( 白色链节 )
Ⓒ:匹配标记 ( 深蓝色链节 )
• 安装时对齐各链轮和平衡单元正时链条上的匹配标记。
• 如果这些匹配标记没有对齐。则略微转动平衡轴以修正位置。
注意 :安装平衡单元正时链条后。检查各链轮的匹配标记位置。
4. 抓住平衡单元轴的 WAF 部分 [WAF: 19 mm (0.75 in)] Ⓐ。然后拧紧平衡轴链轮螺栓。
①:油底壳 ( 上部 )
空心箭头:发动机前端
注意 :
• 用 WAF 部分固定平衡单元轴。
• 切勿通过拧紧平衡单元正时链条来松开平衡单元链轮螺栓。
5. 安装平衡单元正时链条张紧器① 。
• 用限位销 (A) 将柱塞固定在完全压缩位置。然后安装。
• 安装平衡单元正时链条张紧器后。拉出 (实心箭头) 限位销。
• 再次检查平衡单元正时链条和各链轮的匹配标记位置。
6. 对齐各链轮匹配标记与正时链条的匹配标记。
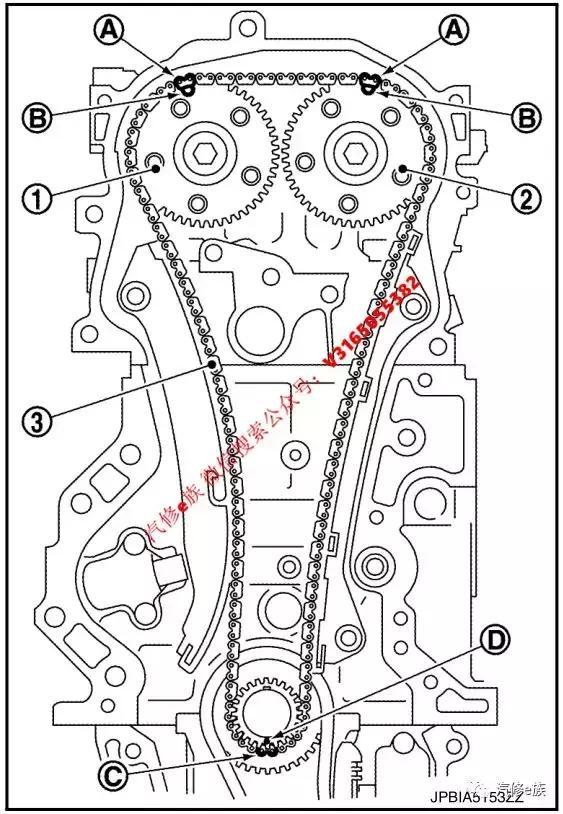
①:凸轮轴链轮 ( 排气 )
②:凸轮轴链轮 ( 进气 )
③:正时链条
Ⓐ:匹配标记 ( 深蓝色链节 )
Ⓑ:匹配标记 ( 印记 )
Ⓒ: 匹配标记 ( 黄色链节 )
Ⓓ:匹配标记 ( 印记 )
*:凸轮轴链轮 ( 进气 ) 内有两个外槽。较宽的一个是匹配标记。
• 如果这些匹配标记没有对齐。请抓住六角形部位稍微转动凸轮轴以修正位置。
注意 :安装正时链条后。再次检查各链轮和正时链条的匹配标记位置。
7. 安装正时链条张紧导轨 ③ 和松弛导轨② 。

①:正时链条
8. 安装正时链条张紧器① 。
• 用限位销 (A) 将柱塞固定在完全压缩位置。然后安装。
• 安装正时链条张紧器后。用力拉出限位销。
9. 再次检查正时链条和每个链轮的匹配标记位置。
10. 安装前油封。
11. 按以下步骤安装前盖:
a. 将新 O 形圈安装到缸体上。
注意 :
• 切勿重复使用 O 形圈。
• 务必对齐 O 形圈。
b. 如图所示使用胶管挤压器 (通用维修工具) 以连续点状的方式在前盖 ②上涂抹液态密封胶 Ⓐ 。
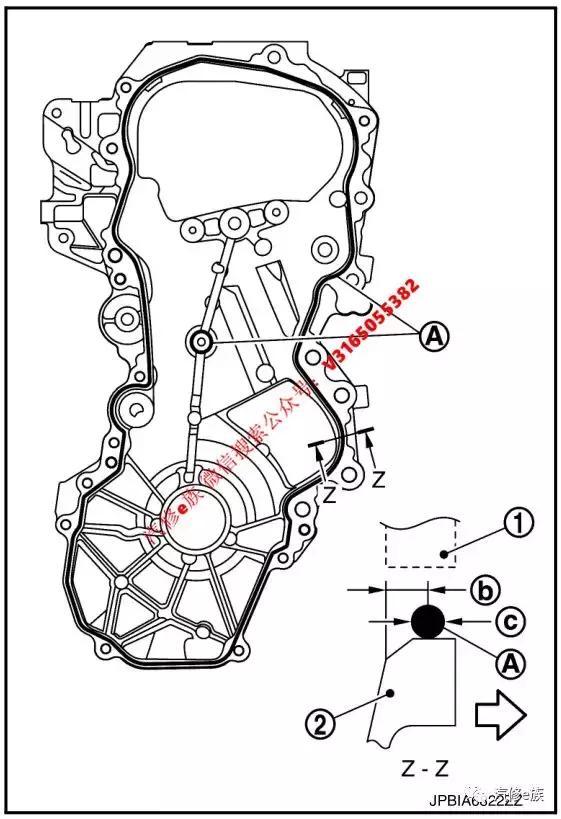
①:缸体。油底壳 ( 下 )
Ⓑ:4.0 - 5.6 mm (0.220 - 0.157 in)
Ⓒ: φ 3.4 - 4.4 mm (0.134 - 0.173 in)
空心箭头:发动机外侧
涂抹正品密封胶 (Three Bond 1217H) 或同等产品。
c. 检查正时链条和各链轮的匹配标记是否仍然对齐。然后安装前盖。
注意 :
• 检查缸体上的 O 形圈安装是否正确。
• 小心不要因与曲轴的前端干涉而损坏前油封。
d. 安装前盖。并按图中 1 至 21 的顺序拧紧装配螺栓。

• 有关螺栓的安装位置。请参见下列内容。
M6 螺栓 :1 号 6.6 N·m (0.67 kg-m。 58 in-lb)
M10 螺栓 :6。 。 7。 。 10。 。 13。 。 21 号 55.0 N·m (5.6 kg-m。 41 ft-lb)
M12 螺栓 :2。 。 4。 。 8。 。 11 号 75.0 N·m (7.7 kg-m。 55 ft-lb)
M8 螺栓 :除了上述情况外 25.0 N·m (2.6 kg-m。 18 ft-lb)
注意 :应在涂抹液态密封胶后的 5 分钟内进行安装。
e. 拧紧所有螺栓后。按上图所示的数字顺序重新拧紧至规定扭矩。
注意 :务必擦除溢出的多余液态密封胶。
12. 根据下列说明安装 VTC 盖:
a. 均匀 ( 无间断。无重叠 ) 涂抹密封胶 Ⓐ (Three Bond 1217H 或同等产品 ) 到图示位置。
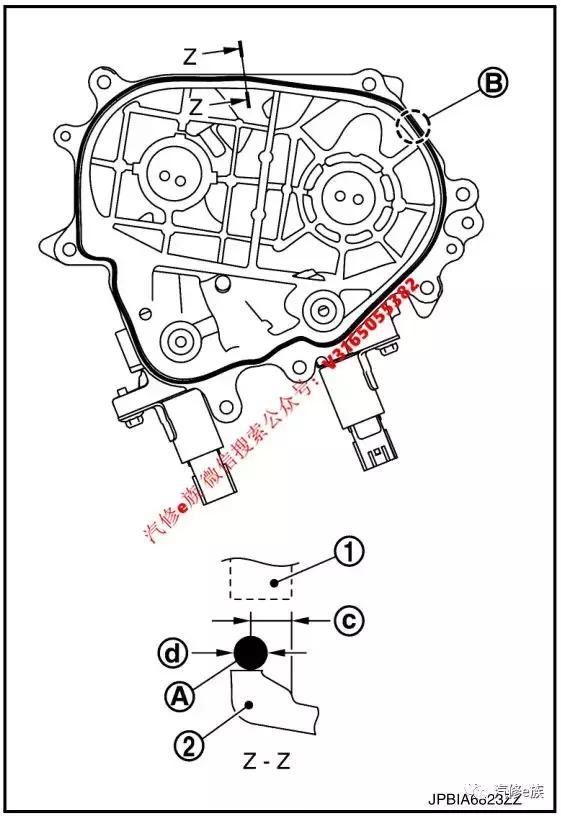
①:前盖
②:VTC 盖
Ⓑ:密封胶涂抹的开端和末端
Ⓒ: 4.0 – 5.6 mm (0.157 - 0.220 in)
Ⓓ: φ3.4 – 4.4 mm (0.134 - 0.173 in)
注意 :在涂抹密封胶后的 5 分钟内进行安装。密封胶涂抹位置的开端和末端的重叠应至少为 5 mm (0.20 in)。
b. 将 O 形圈安装到前盖 ① 上。
Ⓐ:O 形圈安装位置
注意 :机油滤清器必须插入 O 形圈零件的末端。
c. 按照图示 1 至 8 的顺序拧紧装配螺栓至规定扭矩。
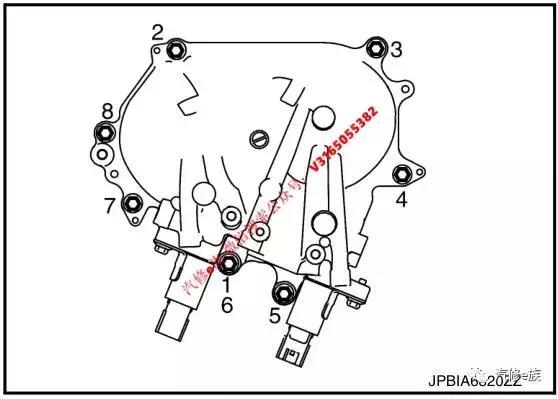
注意 :拧紧装配螺栓后。擦除多余的密封胶。螺栓必须拧紧两次。第二次如 6 所示。
13. 按以下步骤安装曲轴皮带轮:
a. 在以塑料锤装上曲轴皮带轮时。请轻敲它的中心部位 ( 非四周位置 )。
注意 :切勿损坏前油封唇部分。
b. 使用皮带轮固定器 ( 通用维修工具 ) (A) 固定曲轴皮带轮① 。
c. 在曲轴皮带轮螺栓的螺纹和座面上涂抹新的发动机机油。
d. 拧紧曲轴皮带轮螺栓。29.4 N·m (3.0 kg-m。 。 22 ft-lb)
e. 在曲轴皮带轮 ② 上作一个油漆标记 Ⓑ 。此标记需对其曲轴皮带轮螺栓① 凸缘上六个容易识别的角度标记 Ⓐ 中的任意一个。
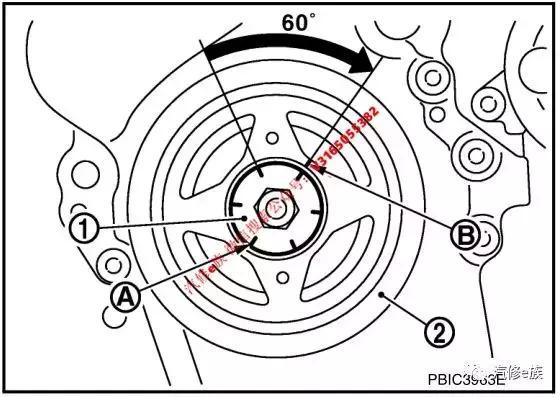
f. 再顺时针旋转 60 度 ( 角度拧紧 )。
• 移动一个角度标记来检查拧紧角度。
g. 顺时针转动曲轴检查是否可顺滑转动。
14. 按照与拆卸相反的顺序安装其他零件。







