小小的锉刀在五金加工的过程中发挥着巨大的作用。但是很多操作工人对锉刀只是一知半解。还谈不上精通。下面我们从五个方面带你了解锉刀的构造。熟悉锉刀的分类和选用。掌握锉刀的使用方法。
一。锉削的概念与锉刀的构造
(1)锉削的概念;用锉刀从零件表面锉掉多余的金属。使零件达到图样要求的尺寸。形状和表面粗糙度的操作叫作锉削。其应用范围很广。可锉工件的外表面。内孔。沟槽和各种形状复杂的表面。
锉刀是锉削的主要工具。一般由碳素工具钢T12或T13制成。经过热处理淬硬。其切削部分的硬度达到62HRC以上。
(2)锉刀的构造:锉刀主要由锉身和锉柄两部分组成。锉刀面是锉削的主要工作面。锉刀面上有许多锉齿。锉削时每个锉齿相当于一把錾子在对材料进行切削。锉纹是巾锉齿有规则排列的图案。锉刀的齿纹分为单齿纹和双齿纹两种。单齿纹只有一个方向齿纹。常用于锉削软材料如铝。铜;双齿纹有两个方向的齿纹。齿纹浅的叫作底齿纹。齿纹深的叫作面齿纹。适合于硬材料的锉削。
二。锉刀的分类
锉刀接其用途来划分。有普通锉。整形锉(或称什锦锉)和特种锉。其中普通锉使用最多。
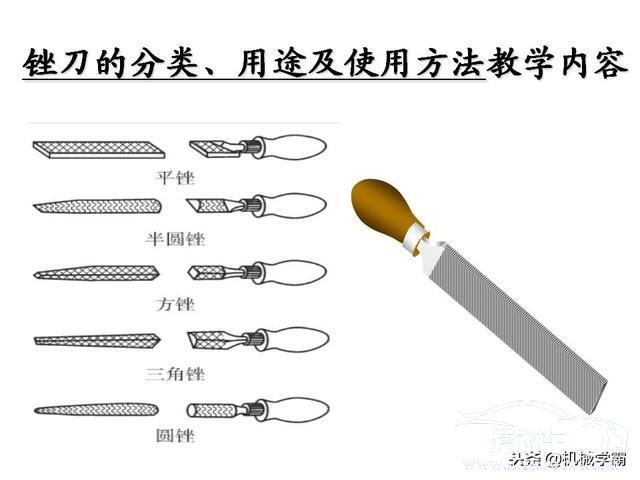
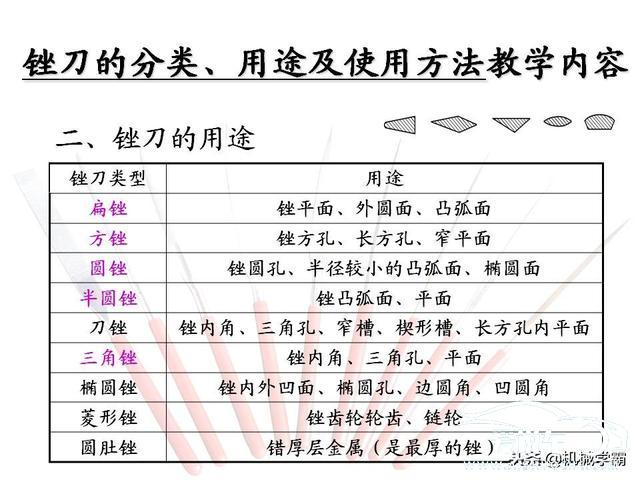
(1)普通锉。普通锉按其截面形状可分为平锉。半圆锉。方锉。三角锉及圆锉五种。这些锉刀是钳工日常加工主要用的锉削工具。如下图所示。

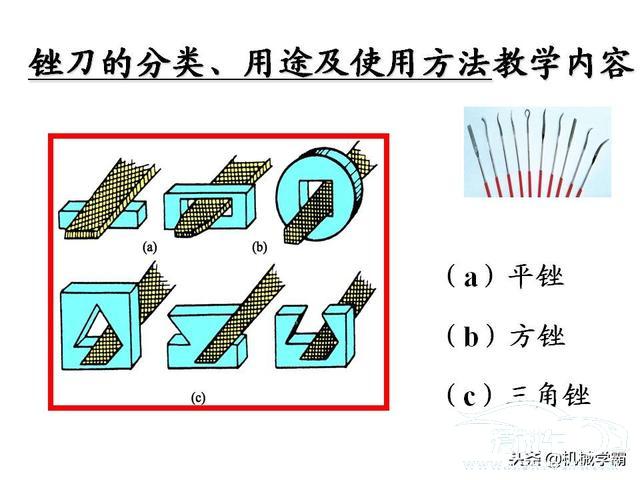
平锉用于:锉削平面。外曲面;
方锉用于:锉削凹槽。方孔;
三角锉用于:锉削三角槽。大于60。内角面;
半圆锉用于;锉削内曲面。大圆孔;
圆锉用于:锉削圆孔。小半径内圆孔。
(2)整形锉(什锦锉)。主要用于精细加工及修整工件上难以机加工的细小部位。它由若干把各种截面形状的锉刀组成一套。
(3)特种锉。为加工零件卜特殊表面用的。它有直的。弯曲的两种。其截面形状很多。
三。锉刀的规格及选用
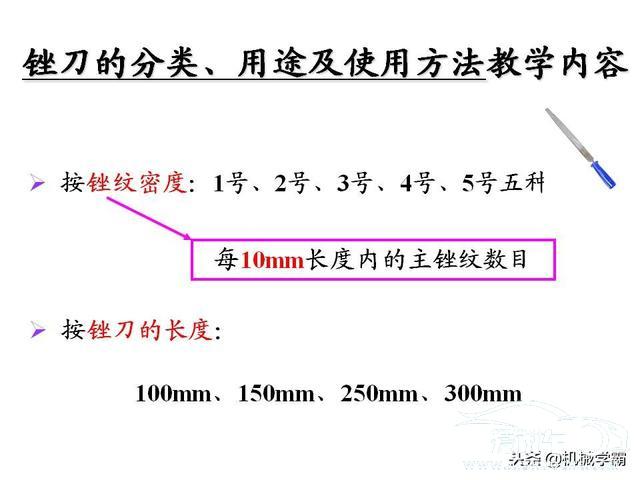
锉刀的规格:锉刀的规格分为两种:一是锉刀的尺寸规格。这种规格规定:对于方锉刀的尺寸规格以方形尺寸进行表示;圆锉刀的尺寸规格以直径尺寸进行表示;其他锉刀以锉身长度表示。常见锉身长度有100~400mm多种规格。二是锉刀的齿纹粗细规格。这种规格规定:锉刀每10mm轴向长度内有主锉纹的条数表示。主锉纹指锉刀上起主要切削作用的齿纹;而另一个方向上起分削作用的齿纹。称为辅助齿纹。锉刀齿纹规格选用见下图。

粗齿锉刀用于加工软材料。如铜。铅等或粗加工;
细齿锉刀用于加工硬材料或精加工;
光锉刀用于最后修光表面。
每种锉刀都有其主要的用途。应根据工件表面形状和尺寸大小来选用。
四。锉刀的使用方法和操作步骤
(1)根据加工工件不同几何形状和具体情况。选择锉刀并安装好锉刀柄。锉刀柄安装孔的深度约等于锉舌长度。孔的直径应使锉舌能自由插入1/2的深度。
(2)装夹工件。工件装夹在台虎钳钳口的中间。略高于钳口。对于夹持已加工表面时。垫以铜片或锌片。对于易于变形工件。使用辅助材料设法装夹。
(3)锉削方法。正确锉削方法包含以下三个内容:
1)锉刀的提法:由于各种锉刀的大小和形状不同。因而其握法也不同。
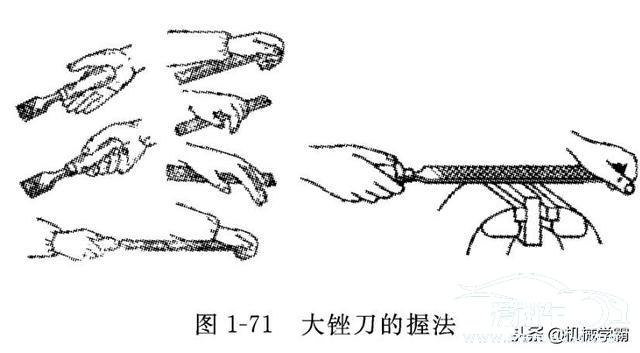
①大锉刀的握法:右手心抵着锉刀术柄的端头。大拇指放在锉刀术柄的上面。其余四指弯在下面。酉己合大拇指捏住锉刀术柄。左手则根据锉刀大小和用力的轻重。有多种姿势。
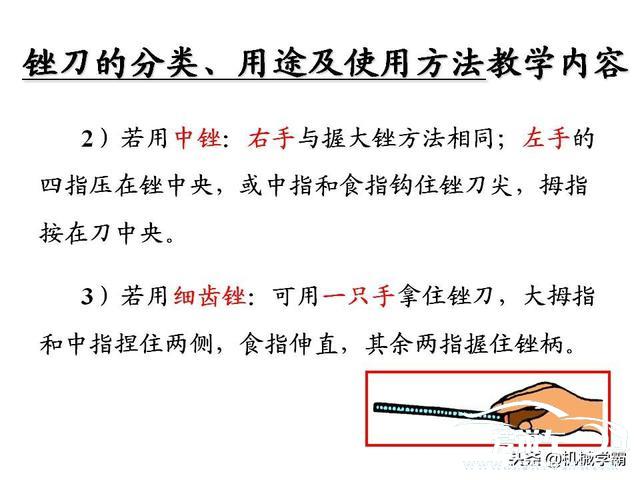
②中锉刀的握法:右手握法与大锉刀握法相同。左手用大拇指和食指捏住锉刀前端。

③小锉刀的握法:右手食指伸直。拇指放在锉刀木柄卜面。食指靠在锉刀的刀边。左手几个手指压在锉刀中部。

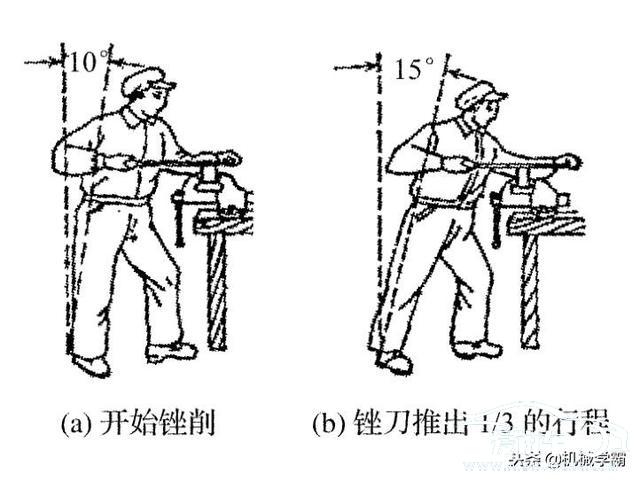
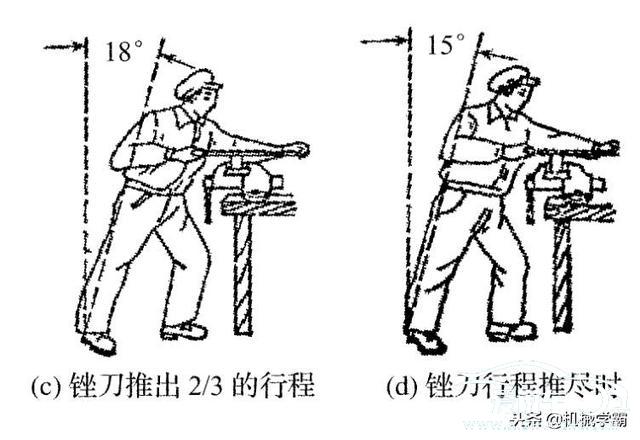
2)锉刀的使用姿势:使用锉刀时要站立自然。便于用力。身体重心应落在左脚上。伸直右膝。脚始终站稳不移动。左膝随锉削时的往复运动而屈伸。锉削时。两脚站稳不动。靠左膝的屈伸使身体做往复运动。手臂和身体的运动要互相配合。并要使锉刀的全长充分利用。开始锉削时身体要向前倾斜10度左右。左肘弯曲。右肘向后。锉刀推出1/3行程时身体向前倾斜15度左右。此时左腿稍直。右臂向前推。推到2/3时。身体倾斜到18度左右。最后左腿继续弯曲。右肘渐直。右臂向前使锉刀继续推进至尽头。身体随锉刀的反作用方向回到15度位置。
3)锉削力的运用:锉削平面时。为使锉刀在工件上保持平衡。必须使右手的压力随锉刀的推前而逐渐增加。左手的压力则相反。在锉削过程中。锉刀的运动应平直。其关键在于不断地调整左右手的压力。使锉刀两端的力矩平衡。锉削回程时不加压力。以减少锉齿的磨损。锉削力的正确运用。是锉削的关键。锉削的力量有水平推力和垂直压力两种。推力主要由右手控制。其大小必须大于切削阻力才能锉去切屑。压力是由两手控制的。其作用是使锉齿深入金属表面。两种压力大小也必须随着变化两手压力对工件中心的力矩相等。这是保证锉刀平直运动的关键。方法是:随着锉刀推进。左手压力应由大而逐渐减小。右手的压力则由小而逐渐增大。到中间时两手相等。
五。锉刀使用时注意的问题
锉刀只在推进时加力进行切削。返回时。不加力。不切削。把锉刀返回即可。否则易造成锉刀过早磨损;锉削时。对锉刀的总压力不能太大。冈为锉齿存屑空间有限。压力太大只能使锉刀磨损加快。但压力也不能过小。过小锉刀打滑。达不到切削目的。一般是以在向前推进时手上有一种韧性感觉为适宜。锉削时利用锉刀的有效长度进行切削加工。不能只用局部某一段。否则局部磨损过重。造成寿命降低。速度:一般30~40次/分。速度过快。操作者容易疲劳。且锉齿易磨钝;太慢。切削效率低。锉削时。眼睛耍注视锉刀往复运动。观察手部用力是香得当;锉了几次要观察锉削平面是否平整。发现问题应及时纠正。