
胶接是通过具有黏附能力的物质。把同种或不同种材料牢固地连接在起的方法。具有黏附能力的物质称为胶粘剂或黏合剂。被胶接的物体称为被粘物。胶粘剂和被黏物构成的组件称为胶接接头。
其主要优点是操作简单。生产率高;工艺灵活。快速。简便;接头可靠。牢固。美观产品结构和加工工艺简单;省材。省力。成本低。变形小。容易实现修旧利废接技术可以有效地应用于不同种类的金属或非金属之间的联接等。
胶粘剂的组成与分类
一。胶粘剂的组成
现在使用的胶粘剂均是采用多种组分合成树脂胶粘剂。单一组分的胶粘剂已不能满足使用中的要求。合成胶粘剂由主剂和助剂组成。主剂又称为主料。基料或粘料;助剂有固化剂。稀释剂。增塑剂。填料。偶联剂。引发剂。增稠剂。防老剂。阻聚剂。稳定剂。络合剂。乳化剂等。根据要求与用途还可以包括阻燃剂。发泡剂。消泡剂。着色剂和防霉剂等成分。
1.主剂
主剂是胶粘剂的主要成分。主导胶粘剂粘接性能。同时也是区别胶粘剂类别的重要标志。主剂一般由一种或两种。甚至三种高聚物构成。要求具有良好的粘附性和润湿性等。通常用的粘料有:
1)天然高分子化合物
如蛋白质。皮胶。鱼胶。松香。桃胶。骨胶等。
2)合成高分子化合物
①热固性树脂。如环氧树脂。酚醛树脂。聚氨酯树脂。脲醛树脂。有机硅树脂等。
②热塑性树脂。如聚醋酸乙烯酯。聚乙烯醇及缩醛类树脂。聚苯乙烯等。
③弹性材料。如丁腈胶。氯丁橡胶。聚硫橡胶等。
④各种合成树脂。合成橡胶的混合体或接枝。镶嵌和共聚体等。
2.助剂

为了满足特定的物理化学特性。加入的各种辅助组分称为助剂。例如:为了使主体粘料形成网型或体型结构。增加胶层内聚强度而加入固化剂(它们与主体粘料反应并产生交联作用);为了加速固化。降低反应温度而加入固化促进剂或催化剂;为了提高耐大气老化。热老化。电弧老化。臭氧老化等性能而加入防老剂;为了赋予胶粘剂某些特定性质。降低成本而加入填料;为降低胶层刚性。增加韧性而加入增韧剂;为了改善工艺性降低粘度。延长使用寿命加入稀释剂等。包括:
1)固化剂
固化剂又称硬化剂。是促使黏结物质通过化学反应加快固化的组分。它是胶粘剂中最主要的配合材料。它的作用是直接或通过催化剂与主体聚合物进行反应。固化后把固化剂分子引进树脂中。使原来是热塑性的线型主体聚合物变成坚韧和坚硬的体形网状结构。
固化剂的种类很多。不同的树脂。不同要求采用不同的固化剂。胶接的工艺性和其使用性能是由加人的固化剂的性能和数量来决定的。
2)增韧剂
增韧剂的活性基团直接参与胶粘剂的固化反应。并进入到固化产物最终形成的一个大分子的链结构中。没有加入增韧剂的胶粘剂固化后。其性能较脆。易开裂。实用性差。加入增韧剂的胶接剂。均有较好的抗冲击强度和抗剥离性。不同的增韧剂还可不同程度地降低其内应力。固化收缩率。提高低温性能。
常用的增韧剂有聚酰胺树脂。合成橡胶。缩醛树脂。聚砜树脂等。
3)稀释剂
稀释剂又称溶剂。主要作用是降低胶粘剂粘度。增加胶粘剂的浸润能力。改善工艺性能。有的能降低胶粘剂的活性。从而延长使用期。但加入量过多。会降低胶粘剂的胶接强度。耐热性。耐介质性能。
常用的稀释剂有丙酮。漆料等多种与粘料相容的溶剂。
4)填料
填料一般在胶黏剂中不发生化学反应。使用填料可以提高胶接接头的强度。抗冲击韧性。耐磨性。耐老化性。硬度。最高使用温度和耐热性。降低线膨胀系数。固化收缩率和成本等。常用的填料有氧化铜。氧化镁。银粉。瓷粉。云母粉。石棉粉。滑石粉等。
5)改性剂
改性剂是为了改善胶黏剂的某一方面性能。以满足特殊要求而加入的一些组分。如为增加胶接强度。可加入偶联剂。还可以加入防腐剂。防霉剂。阻燃剂和稳定剂等。
二。胶粘剂的分类
胶粘剂的品种繁多。组成不同。用途各异。分类方法如下。

1.按来源可分为天然胶粘剂和合成胶粘剂
天然胶粘剂的原料主要来自天然。如动物胶有骨胶。虫胶。鱼胶等;植物胶有淀粉。松香等。合成胶粘剂就是由合成树脂或合成橡胶为主要原料配制而成的胶粘剂。如热固型胶粘剂有环氧。酚醛。丙烯酸双脂。有机硅。不饱和聚酯等。橡胶型胶粘剂有氯丁橡胶。丁腈橡胶。硅橡胶等。热塑性胶粘剂有聚醋酸乙烯脂。乙烯。醋酸乙烯脂等。
2.按用途可分为通用胶粘剂和专用胶粘剂
通用胶有一定的胶接强度。对一般材料都能进行胶接。如环氧树脂等。专用胶粘剂中有金属用。木材用。玻璃用。橡胶用。聚乙烯泡沫塑料用等胶粘剂。
3.按胶接强度可分为结构胶粘剂和非结构胶粘剂
结构胶枯剂胶接的接头抗剪切强度可达7MPa。不仅有足够的剪切强度。而且具有较高的不均匀扯离强度。能长时间内承受振动。疲劳和冲击等载荷。同时还具有一定的耐热性和耐候性。非结构胶粘剂在较低的温度下有一定的强度。随着温度的升高胶接强度迅速下降。所以这类胶粘剂主要用于胶接不重要的零件。或用于临时固定。
4.按胶粘剂固化温度可分为室温固化胶粘剂。中温固化胶粘剂。高温固化胶粘剂。室温是指温度小于30℃。中温是指30~99℃。高温是指大于100℃以上能固化的胶粘剂。
5.按胶粘剂基料物质可分为树脂型。橡胶型。无机及天然胶粘剂等。
6.按其它特殊性能可分为导电。导磁。点焊胶粘剂等。
胶接工艺
胶接工艺包括胶接前的准备。接头设计。配制胶粘剂。涂敷。合拢。固化和质量检测等。

一。胶接前的准备
胶粘剂对被胶接材料胶接强度的大小。主要取决于胶粘剂与被胶接物之间的机械连接。分子间的物理吸附。相互扩散及形成化学键等因素综合作用的结果。被胶接物表面的结构状态对胶接接头强度有着直接的影响。
被胶接物在加工。运输。储存过程中。表面会存在氧化。油污。灰尘及其它杂质等。在胶接前必须清除干净。
常用的表面清除方法有脱脂处理法。机械处理法和化学处理法。
1.表面脱脂处理法
有机溶剂去油。目前用的脱脂方法有有机溶剂法。碱液法与表面活性剂法。常用的脱脂溶剂有丙酮。甲苯。二甲苯。三氯乙烯。四氯化碳。醋酸乙脂。香蕉水。汽油等。对于大批量小型胶接件。可采用三氯乙烯蒸气槽内放置半分钟左右除油脂。对于大面积的胶粘表面。采用从上至下或从左到右一个方向清洗。采用溶剂脱脂时。应有一定的晾干时间。防止胶接表面残留溶剂影响接头强度。对采用碱液清洗的胶接表面。清洗后必须再用热水。冷水把表面的碱液冲洗干净。后用热风干燥。
使用后的胶接物。表面容易吸附或沉积油污。如果允许高温处理。可将胶接物置于200~250℃热风干燥箱中。使油脂渗出。然后用于净棉纱揩擦。再用溶剂除油。特别强调的是溶剂一定要离开火源。以防意外事故。
2.机械处理法
机械处理常用的手工工具有钢丝刷。铜丝刷。刮刀。砂纸。风动工具等;机械方法有车削。刨削。砂轮打磨。喷砂等。采用机械方法处理表面。给表面提供了适当的粗糙度。增加了有效的胶接面积。改善了胶接性能。
3.化学处理法
化学处理法有酸性溶液和碱性溶液两种处理方法。经化学处理的金属可在表面形成一层均匀致密。坚固的活性层。该活性层容易使胶粘剂润湿展开。可明显提高胶接强度。对允许化学处理的聚合物。如聚四氟乙烯。聚乙烯。聚丙烯。氟橡胶等。可使表面变成带有极性基团。提高了表面的自由能。增加了润湿性。能大幅度地改善胶接强度。
二。胶接接头设计
1)胶接接头几种受力形式
一个胶接接头在实际的使用中。不会只受到一个方向的力。而是一个或几种力的集合。为了便于受力分析。把实际的胶接接头受力简化为剪切力。拉力。剥离。劈裂几种形式(图1)。

图1 胶接接头的几种受力形式
2.设计胶接接头时应遵守以下原则
制造一个高质量的胶接接头主要与胶粘剂的性能。合理的胶接工艺和正确的胶接接头形式等三个方面有着密不可分的关系。设计胶接接头时应考虑以下几点。
1)尽可能使胶接接头胶层受压。受拉伸和剪切作用。不要使接头受剥离和劈裂作用。如图2所示。图2(b)接头胶层的受力要好于图2(a)。对于不可避免受剥离和劈裂的。应采用图3所示的措施来降低胶层的受剥离和劈裂作用。
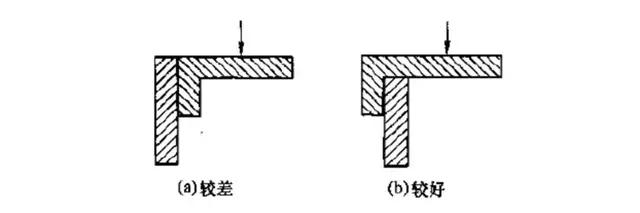
图2 接头受力对比
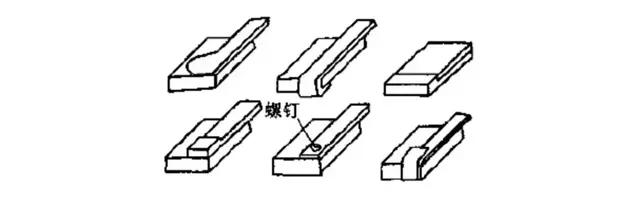
图3 降低胶层受剥离和劈裂的措施
2)合理设计较大的胶接接头面积。提高接头承载能力。
3)为了进一步提高胶接接头的承载能力。应采用胶-焊。胶-铆。胶-螺栓等复合联结的接头形式。如图4所示。

图4 复合联接形式
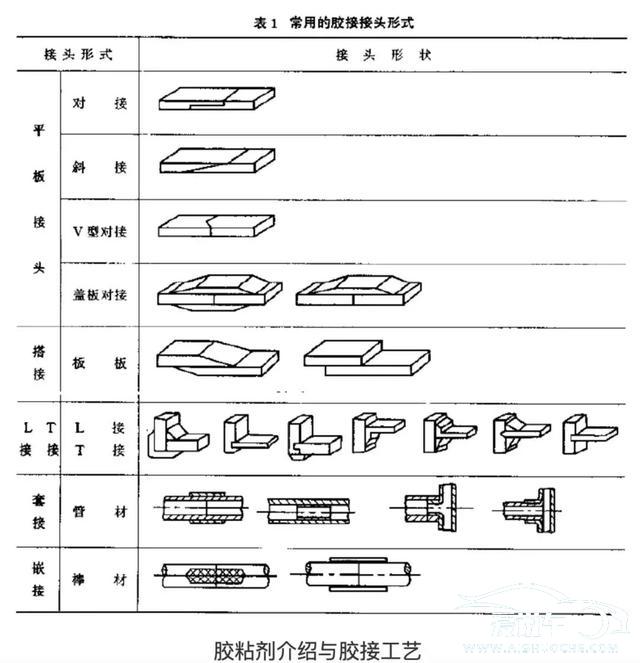
4)设计的胶接接头应便于加工。表1是几种常用的胶接接头形式。
三。胶粘剂的配制与涂敷
1.胶粘剂的配制
胶粘剂配制的性能的好坏将直接影响胶接接头的实用性能。因此。配制胶粘剂要科学合理。配制要按合理的顺序进行。
胶粘剂有单组分。双组分和多组分等多种类型。单组分的胶粘剂可直接使用。配制双组分或多组分的胶粘剂时。必须准确计算。称取各组分的质量。质量误差不得超过2%~5%。固化剂用量过多。会使胶层变脆;加入量不足则胶粘剂的固化不完全。
胶粘剂在配制前。应放在温度为15~25℃(特殊的品种例外)。阴暗不透明。对胶粘剂没有破坏作用的密闭容器内。
配制胶粘剂要根据用量而定。用量小可采用手工搅拌;用量较大时。应选用电动搅拌器进行搅拌。搅拌中各组分一定要均匀一致。对一些相容性差。填料多。存放时间长的胶粘剂。在使用前要重新进行搅拌。对粘度变大的还需加人溶剂稀释后搅拌。
2.胶粘剂的涂敷
涂敷就是采用适当的方法和工具将胶粘剂涂敷在胶接部位表面。涂敷方法有刷涂。浸涂。喷涂。刮涂等。
根据胶粘剂使用目的。胶粘剂的粘度。被胶接物的性质。可选用不同的涂胶方法。如果配制时的气温过低。胶粘剂枯度过大。可采用水浴加热或先将胶枯剂放人烘箱中预热。
涂敷的胶层要均匀。为避免粘合后胶层内存有空气。涂胶时均采用由一个方向到另一个方向涂敷。速度以2~4cm/s为宜。胶层厚度一般为0.08~0.15mm。
对溶剂型胶接剂和带孔性的被胶接物。需涂胶2~3遍。在涂敷第二道前。要准确掌握第一道胶溶剂挥发完全后再涂第二遍。如果胶层内残存过多的溶剂会降低胶接强度。但过分干燥胶层会失去粘附性。
对于不含溶剂的热固性胶粘剂。涂敷后要立即粘合。避免长时间放置吸收空气中的水分。或使固化剂(如环氧胶粘剂的脂肪胺类固化剂)挥发。
四。胶黏剂的固化
所谓固化就是胶粘剂通过溶剂挥发。熔体冷却。乳液凝聚等物理作用。或通过缩聚。加聚。交联。接枝等化学反应。使其胶层变为固体的过程。
胶接物合拢后。为了获得硬化后所希望的联接强度。必须准确地掌握固化过程中压力。温度。时间等工艺及参数。
1.固化压力
加压有利于胶粘剂对表面的充分浸润。排出胶层内的溶剂或低分子挥发物。控制胶层厚度。防止因收缩引起的被胶接物之间的接触不良。提高胶粘剂的流动性等。
适中的压力可很好地控制胶层厚度。充分发挥胶粘剂的胶接作用。保证胶层中无气孔等。加压的大小与胶粘剂及被胶接物的种类有关。对于脆性材料或加压后易变形的塑料。压力不易过大。一般情况下。对无溶剂胶粘剂比溶剂性胶粘剂加压要小;对环氧树脂胶粘剂。采用接触压力即可。图5为常用的几种加压方法简图。
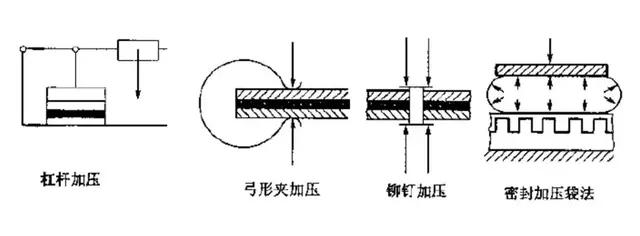
图5常用加压方法
2.温度和时间
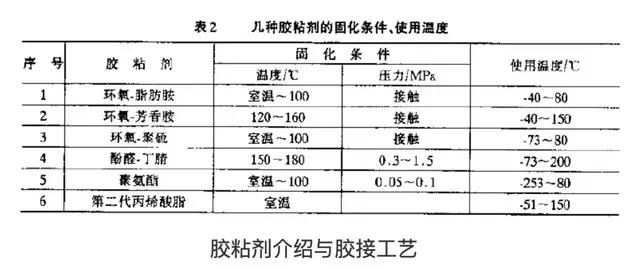
固化温度主要根据胶粘剂的成分来决定。固化温度过低。基体的分子链运动困难。致使胶层的交联密度过低。固化反应不完全。要使固化完全必须增加固化时间;如果温度过高会引起胶液流失或使胶层脆化。固化温度高低均会降低接头的胶接强度。对一些可在室温下固化的胶粘剂。通过加温可适当加速交联反应。并使固化更充分。更完全。从而缩短固化时间。
固化温度与固化时间是相辅相成的。固化温度越高。固化时间可短一些;固化温度越低。固化时间应长一些。表2是几种胶粘剂的固化条件。使用温度。
来源于网络。版权归原作者所有。如有侵权。请联系删除!







